[ロボットが活躍する現場vol.4] 自動化した後に「改善」! 生産性を80%アップ【後編】/旭鉄工
連載「ロボットが活躍する現場」の4回目は、さまざまな自動車部品を製造する旭鉄工(愛知県碧南市、木村哲也社長)を訪ねた。愛知県西尾市の西尾工場に行き、トランスミッションの一種である無段変速機(CVT)用の鋳物部品「シフトフォーク」を製造するロボットラインを取材した。木村社長は「自動化したラインでも、改善をすることが大事」と力説する。今回取材したロボットラインは、1時間当たりの生産数が従来の160個から288個に、比率で言えば80%もアップしたが、一体どのような改善を施したのか。後編ではいよいよ、具体的な改善の内容に迫る。
ラインを増やさず、改善活動を

さまざまな自動車部品を製造する旭鉄工。最近ではモノのインターネット(IoT)技術を生かし、自社工場の生産性を飛躍的に高めた先進的な企業としてもよく知られる。
前編では愛知県西尾市の西尾工場に行き、「シフトフォーク」と呼ばれるCVT用の鋳物部品を製造するロボットラインの概要を紹介した。
木村哲也社長は「自動化は自動化で進めるが、そのうえで改善にも取り組むことが大事」と力説する。
シフトフォークの生産ラインでは自動化と改善の両方を実践し、生産性を飛躍的に高めた。切削加工と組み付けの2つのラインで構成されるが、それぞれのラインで改善活動を実施した。
改善活動を本格化したのは2018年11月から。顧客からCVT用のシフトフォークの増産を依頼されたことがきっかけだ。
同社は当初、生産ラインを増設することで増産に対応しようと考えた。だが、西尾工場のスペースにも限りがあるうえ、設備投資費などのコストもかかる。そのため、生産ラインを増やさず、改善活動を通じて生産性を高める方向にかじを切った。
生産数、停止時間、CTの3つを重視

改善活動を進めるには、まず現状を把握しなければならない。現状を知るには、生産ラインの稼働状況を可視化する必要がある。
生産ラインの稼働状況を可視化するには一般的に、モノのインターネット(IoT)技術が広く使われる。
同社も独自のIoT技術を開発したが、木村社長は「当社のIoT技術は、稼働状況の可視化もあるが、あくまで改善に必要なデータの可視化がメイン」と話す。
では、IoT技術を使って、何を可視化するべきか。同社では「単位時間当たりの生産数」「設備の停止時刻と停止時間」「サイクルタイム(CT、製品が完成する時間の間隔)」の3つを重視する。木村社長は「生産数を上げるには、結局のところ設備の停止時間を短くするか、CTを縮めるしかない」と語る。
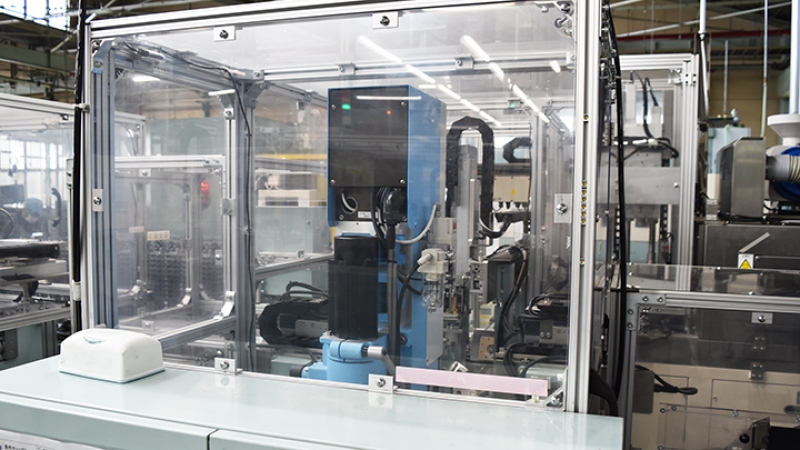
これら3つの要素を可視化するため、シフトフォークの切削加工ラインと組み付けラインでは、加工中は緑のランプを点灯し、最後の工程を終えて完成品が出てくるタイミングで表示灯を点滅させる。これらの光をセンサーで読み取る仕組みを採用した。
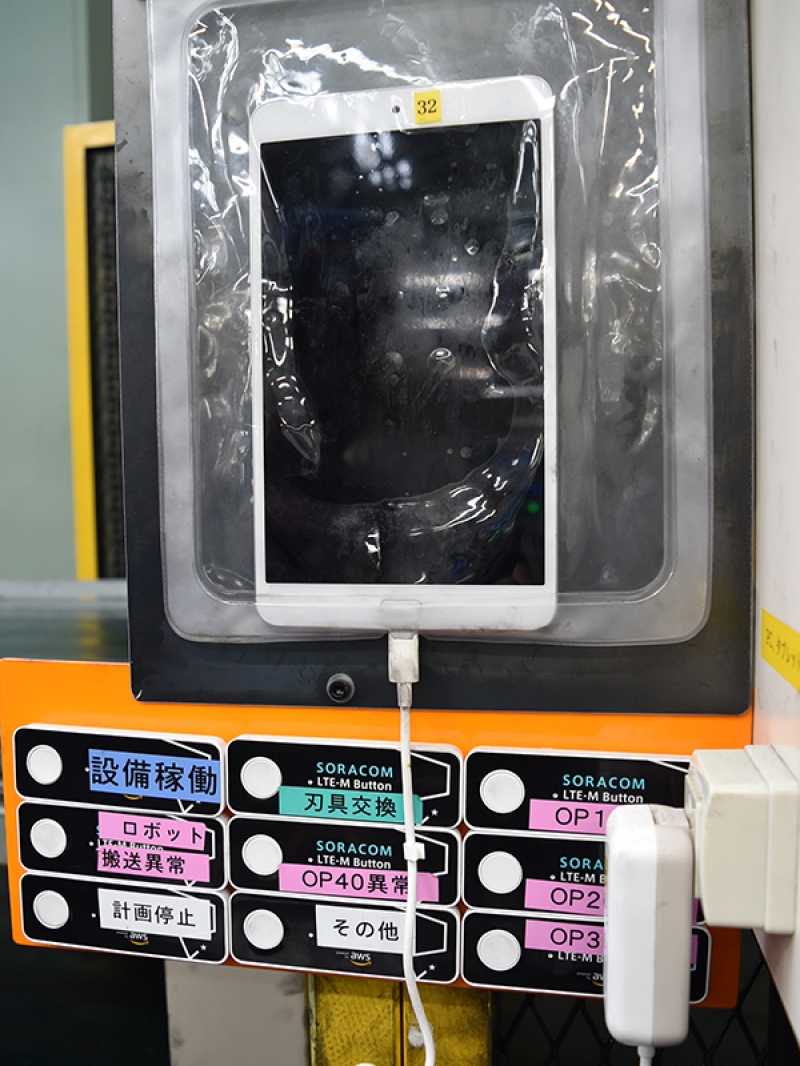
表示灯の光が点灯した回数が生産数になり、その間隔がCTになる。これらのデータをリアルタイムで収集する。同社の従業員はタブレット端末やスマートフォンで、どこからでもデータを確認できる。
また、部品が完成するまでの標準的な時間の間隔をあらかじめ設定する。実際に部品が完成した時の時間の間隔が、その標準時間から一定以上遅れると停止と判定し、アラームを出すとともに設備が再び稼働するまでの時間を停止時間として記録する。


この記事を読んだ方へのオススメ記事










産業用ロボットに関する基礎知識 BASIC KNOWLEDGE
関連キーワード


ロボットダイジェストのパートナーメディア「月刊生産財マーケティング」。工作機械や関連機器のマーケティング誌で、最新技術やメーカー各社の販売戦略、分析記事など、ものづくりに携わる方々に有益な情報が満載です。2026年7月号の特集は「変種変量時代の勝てる現場~柔軟性と生産性を両立する鍵~」です。電子版も販売しております。詳しくは当欄の下部から。
