[ロボットが活躍する現場vol.34] 必要なものを必要な時に必要なだけ届ける!完全自動化の次世代倉庫/花王

花王はスキンケア製品やヘアケア製品などを生産する愛知県豊橋市の豊橋工場に新倉庫を建設し、昨年3月から運用を開始した。パレタイズ/デパレタイズロボットシステムや無人搬送車(AGV)を使い、製品の入庫から仕分け、出庫までの完全自動化を実現。少量多品種生産に柔軟に対応し、必要なものを必要な量だけ出荷できる次世代新倉庫だ。同社は新倉庫の稼働を機に、豊橋工場の生産機能と物流機能を一体化した「豊橋コネクテッド・フレキシブル・ファクトリー」の実現を目指す。
少量多品種生産に柔軟に対応

花王は生産、物流、販売の機能をグループ内に全て備えており、卸売業者を介さずに生産品を小売店に直接届けられる体制が強みだ。生産工場が全国10カ所、物流拠点が家庭品関連で24カ所、化粧品関連で7カ所あり、各地に生産や物流のネットワークを持つ。中でも、今回訪問した豊橋工場は「キュレル」や「ニベア」などのスキンケア・ヘアケア製品の生産を担う。年間の生産品目は約600種類に上り、少量多品種生産が特徴だ。
同社は少量多品種生産への柔軟な対応を実現するため、豊橋工場内の生産機能と物流機能を一体化した「豊橋コネクテッド・フレキシブル・ファクトリー」の構築を目指している。その一環で、昨年3月には次世代型の新倉庫を設立した。
新倉庫は自動倉庫と荷さばき棟で構成され、建築面積は7204平方メートル。ダイフク製の自動倉庫は高さ30m×奥行き120mで、最大120万ケース保管できる。1日の入出荷能力は各4万ケースだ。
生産拠点と物流拠点の一体化

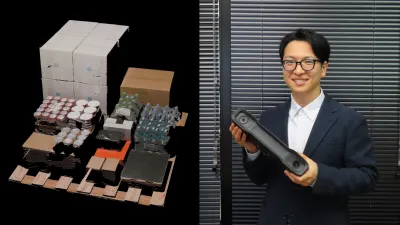
新倉庫では製品の入庫から、届け先別に仕分けして出庫するまでの工程の完全自動化を実現しており、基本的に人の手を介さない。まず、トラックから電子タグ(RFID)が搭載されたパレット(荷役台)に積み込まれた段ボール箱を入庫する。RFIDを読み取れば、パレットに積まれた製品の種類や段ボール箱の個数を識別できる仕組みだ。そして、パレットはダイフク製の有軌道台車(STV)で自動倉庫まで搬送され、格納される。

その後、必要に応じて、Mujin(ムジン、東京都江東区、滝野一征最高経営責任者)のAGVがパレットをパレタイズ/デパレタイズロボットシステムまで搬送し、ロボットがオーダー数に応じて段ボール箱を別のパレットに積みつける。こうした作業を繰り返して届け先別に段ボール箱を仕分け、最後はAGVが出荷エリアまで搬送する。倉庫には3台のパレタイズ/デパレタイズロボットシステムと計28台のAGVが稼働しており、パレットへの積みつけと荷下ろしが同時にできる自由度の高さが特徴だ。
パレットに積み込まれた段ボール箱は全国の花王LC(ロジスティクスセンター)に輸送され、そこから各地の小売店に配送する。豊橋工場には豊橋LCが隣接されており、生産工場と物流拠点を一体で運営することで、製品供給における無駄を省くとともに、物流コストも抑制する。「原材料の調達から生産、物流、そして販売までの各工程をいかに最適化するかが大きな課題だ。次世代型の新倉庫を備えた豊橋コネクテッド・フレキシブル・ファクトリーの構想を打ち立てたのもそのためで、必要なものを必要な量だけタイムリーに生活者に届ける体制を築きたい」とSCM部門デジタルイノベーションプロジェクトの田坂晃一チーフデータサイエンティストは語る。
検証期間は約1年半

新倉庫に設けた自動化システムは、デジタルトランスフォーメーション(DX)を推進する部隊であるデジタルイノベーションプロジェクトに所属するデータサイエンティストらが中心となって構築した。
新倉庫が完成する前に仮想空間上に自動化システムのモデルデータを作り、AGVの動きや生産性について何度もシミュレーションした。同時に、実機を使ったタクトタイムの確認なども実施し、リアルとデジタルの両面から検証を重ねた。
特に難しかったのが、大きさの異なる段ボール箱をいかにきれいに積み上げるかだ。積み上げ方が不安定だと、荷崩れを起こし、ロボットの動きが停止する。また、後工程を担う全国の花王で働く人たちが作業しやすい形で積むなど、全体最適化の視点も欠かせなかった。それだけに、検証期間はトータルで約1年半にも及んだという。
田坂チーフデータサイエンティストは「実際に導入してから現地で検証するのではなく、仮想空間上で事前に検証を重ねてきた。その結果、導入後の試運転の期間は2カ月足らずで済み、今まで経験したことのないほど短い期間で一気に自動化システムの運用までこぎ着けた」と胸を張る。
最適化のモデルケースに

「トラブルが起きた際のリカバリーをもっとスマートにしたい」と今後の目標を語る田坂チーフデータサイエンティストは、人工知能(AI)を使った異常探知システムの開発や検証にも力を注ぐ。
現在の自動化システムは異常が起きれば、倉庫制御システム(WCS)を介してモニター上で異常を知らせる仕組みだ。しかし、段ボールが落ちた箇所や状態によっては、WCSがそれらをシステム上で異常と判断しない場合が多々あるという。ロボットは異常だと分からずに稼働し続けるため、最悪の場合、段ボール箱や商品に傷がつく恐れもある。
そこで、同社は現場にカメラを複数台設置し、AIによる画像解析で異常を検知するシステムの構築に着手した。現在はその検証を進めている。
「まずは自動化システムに異常が起きた際に、それをすぐに発見できる仕組みを作りたい。将来的には豊橋コネクテッド・フレキシブル・ファクトリーが生産と物流を最適化する1つのモデルケースになれば」と田坂チーフデータサイエンティストは力を込める。
(ロボットダイジェスト編集部 山中寛貴)


この記事を読んだ方へのオススメ記事









産業用ロボットに関する基礎知識 BASIC KNOWLEDGE
関連キーワード

ロボットダイジェストのパートナーメディア「月刊生産財マーケティング」。工作機械や関連機器のマーケティング誌で、最新技術やメーカー各社の販売戦略、分析記事など、ものづくりに携わる方々に有益な情報が満載です。2026年7月号の特集は「変種変量時代の勝てる現場~柔軟性と生産性を両立する鍵~」です。電子版も販売しております。詳しくは当欄の下部から。
