[SI基礎講座vol.8] 生産技術概論⑥
ロボットのシステムインテグレーション(SI)に関する基礎知識を紹介する本連載企画。「生産技術概論⑥」では、稼働率や可動(べきどう)率、設備総合効率などを取り上げる。これらはロボットシステムも対象となる数値で、ロボット導入を成功させるにも必要な知識だ。
〔今回の講師:中小機構 経営支援アドバイザー 加藤栄作先生〕
――― ――― ――― ――― ――― ―――
【今回のポイント!】
〇稼働率は基本上げるべきだが、受注量の影響を受ける
〇可動率は設備の信頼性を表し、常に100%を目指す
〇停止ロス、性能ロス、不良ロスの3つを減らす
実際に稼働した割合が稼働率
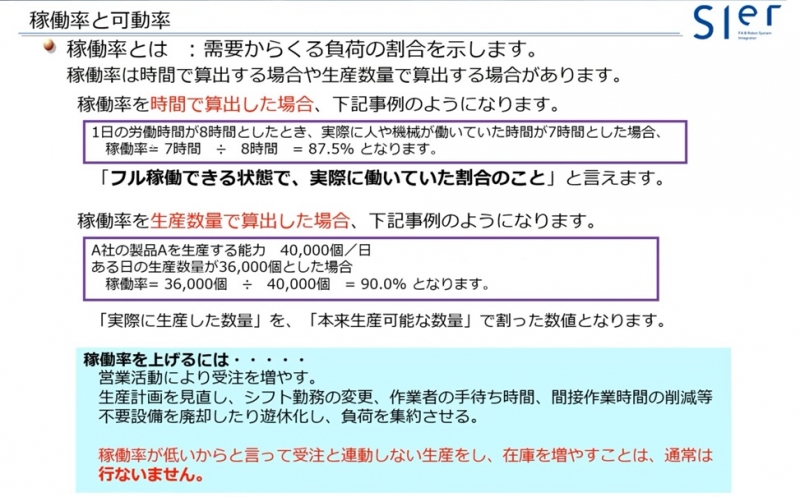
ここでは稼働率と可動率について説明します。
稼働率は「フル稼働できる状態で、実際に働いていた割合」と言えます。例えば1日の労働時間を8時間とした時に、実際に人や機械が働いていた時間が7時間なら「7時間÷8時間=87.5%」となります。
稼働率を生産数量で算出する場合は、実際に生産した数量を本来生産可能な数量で割った数値となります。1日あたりの生産能力が4万個で、ある日の生産数量が3万6000個だったなら「3万6000個÷4万個=90.0%」となります。
基本的に稼働率は上げていくべきものですが、受注と連動しない生産をして在庫を増やすことは通常は行いません。
可動率は設備の信頼性を示す
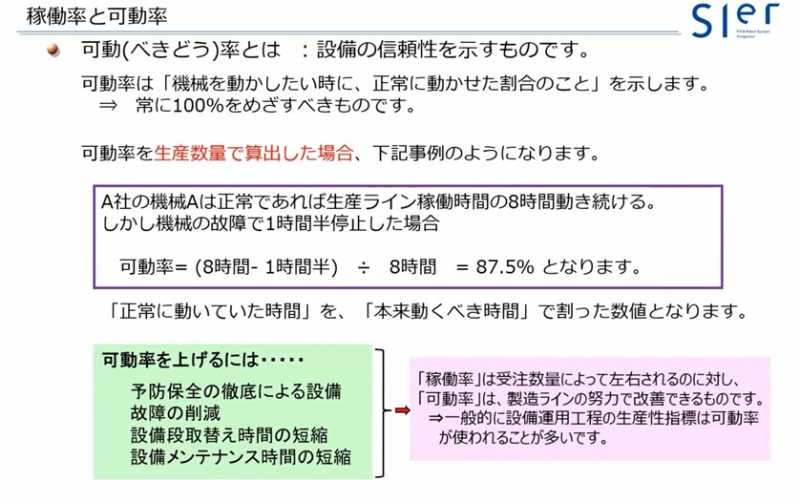
次に可動率です。これは設備の信頼性を示すもので、「機械を動かしたい時に、正常に動かせた割合」を指します。
正常であればライン稼働時間の8時間動き続ける機械が故障などで1時間半停止した場合、可動率は「(8時間-1時間)÷8時間=87.5%」になります。
導入した機械やロボットが動いてほしい時に動かなくては、生産したい数量を作れません。可動率は常に100%を目指すべきです。
可動率を上げる対策としては、予防保全がまず一つあります。故障を削減し、チョコ停も分析してなくしていく。段取り時間や、メンテナンス時間の短縮もあります。生産計画の中に、設備メンテナンスの時間を設けるべきでしょう。生産時間外にできればいいのですが、できない場合は計画的にメンテナンスの時間を組み込んでください。
稼働率は受注数量に左右されますが、可動率は製造ラインの努力で改善できます。


この記事を読んだ方へのオススメ記事










産業用ロボットに関する基礎知識 BASIC KNOWLEDGE



ロボットダイジェストのパートナーメディア「月刊生産財マーケティング」。工作機械や関連機器のマーケティング誌で、最新技術やメーカー各社の販売戦略、分析記事など、ものづくりに携わる方々に有益な情報が満載です。2026年7月号の特集は「変種変量時代の勝てる現場~柔軟性と生産性を両立する鍵~」です。電子版も販売しております。詳しくは当欄の下部から。
